-
tel: +86-18652432772
-
email: admin@proman-machine.com
Language

COMO FUNCIONA A MÁQUINA DE SOPRAR GARRAFAS
Feb 12, 2019
O processo de sopro de garrafas é uma etapa importante na fabricação de garrafas para produtos líquidos, como água e outras bebidas. Basicamente, esse processo envolve o uso da máquina de sopro de garrafas na moldagem de materiais poliméricos termoplásticos (garrafa) em formas requeridas.
O processo combina as técnicas de injeção e sopro. Vamos ver como ele máquina de sopro de garrafas realmente funciona.
Princípio - Processo de injeção e sopro
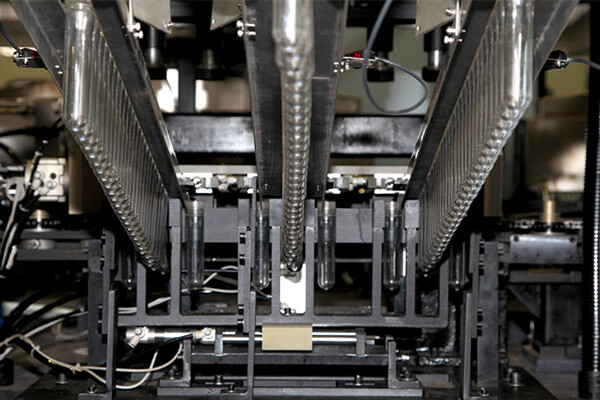
Fase de estiramento e sopro do pré-formado:
Aqui, a haste de estiramento desce e estica o pré-formado, então o ar comprimido é injetado através do bico.
Primeiro, o material é injetado para formar uma pré-forma também conhecida como um "tubo", cuja forma se assemelha a um "tubo de ensaio". O pescoço da pré-forma já tem sua forma final: é a parte usada para segurar a futura garrafa durante a operação de sopro, portanto, não pode ser deformado. Além disso, se um plugue for usado, a forma do pescoço integra o sistema de fixação, por exemplo, a rosca: o processo de injeção é ideal para obter formas complexas.
O pré-formado é armazenado e transportado para o local de sopro. Em seguida, é aquecido e soprado na forma desejada.
Para polímeros, o material deve ser enormemente deformado e não deve cristalizar no nível do corpo, o que requer trabalhar com um molde resfriado; o pré-formado, portanto, sai relativamente frio, o que relativiza a economia de aquecimento esperada;
A injeção é uma operação relativamente lenta (vários segundos) enquanto o sopro é muito rápido (cerca de um segundo), o que coloca o problema de ajustar as taxas se as operações forem sequenciadas.
Fase de sopro:
Aqui, a pré-forma é fechada em um molde de sopro com a forma desejada. O molde consiste em duas metades e um fundo removível, essa separação permitindo que o molde seja removido:
O fundo removível permite ter um fundo côncavo, o que garante uma boa estabilidade da garrafa:
-
Por um lado, um fundo plano seria curvado para fora sob o efeito do peso do líquido e possivelmente a pressão do dióxido de carbono para refrigerantes
-
E por outro lado, um recesso central permite adaptar-se aos defeitos da mesa ou às dobras da toalha de mesa, algumas garrafas até têm pés
-
O fundo muitas vezes tem nervuras, também côncavas, que o tornam mais rígido, os fundos mais resistentes têm uma forma chamada "petaloide "
-
Também deve ser observado que o fundo pode ter a forma oca da rolha, o que permite empilhar as garrafas
-
E finalmente, uma concavidade reduz o volume interno, o que às vezes é usado para dar ao cliente a impressão de que a garrafa tem uma capacidade maior (o cliente percebe o volume externo aparente da garrafa, mas compra o conteúdo que tem o volume interno);
A separação das duas metades permite criar formas complexas para realizar as seguintes funções:
-
Rigidez da garrafa - evitar deformação desagradável durante o enchimento e manuseio (garrafa macia) -, por meio de sulcos circunferenciais, mas que também reduzem a resistência ao esmagamento (problema ao empilhar paletes).
-
Estética da garrafa (identidade da marca).
-
Fácil aderência (seção central na cintura da mão, superfície áspera para melhor aderência).
A ponta de sopro é aplicada no pescoço e ar comprimido (mais frequentemente) é injetado na cavidade através da abertura da pré-forma para pressionar o material contra a impressão. A pressão de sopro é de algumas dezenas de bares. O polímero resfria em contato com o molde, que congela a peça em sua forma final.
Em muitos casos, a sopro-estiragem é realizada: uma vez que a pré-forma é introduzida no molde, uma haste de desenho estica o material no eixo, e uma pré-sopro é realizada a algumas barras de pressão, que forma uma bolha. Assim, as cadeias poliméricas são orientadas tanto no eixo da garrafa quanto tangencialmente. Essa orientação dupla melhora as propriedades mecânicas da garrafa; às vezes, a sigla SBO é usada para sopro bidirecional. O sopro final é então realizado.


Postagens Recentes

26 de outubro de 2016
O Contratante de Engenharia Mais Bem-sucedido





Contate-nos
Informações do produto
Quantidade
Unidade
Peça
Suporte para amostras de pedidos, personalização, atacado direto e pagamento completo. Se o produto que você procura não tiver conteúdo personalizado correspondente, preencha o formulário abaixo para entrar em contato conosco e responderemos o mais rápido possível.